雷射切管 vs 傳統鋸切 – 差在哪裡?2026 工廠採購必看的技術轉型與成本比較指南
在金屬加工產業中,管材(圓管、方管、扁管、異型管)的切割技術正經歷一場寧靜革命。過去,傳統鋸切配合鑽孔、銑床是標準流程;然而,隨著市場對產品開發週期縮短、精度要求提升,雷射切管已從「昂貴的選配」轉變為「效率的標配」。本文將從技術原理、精度、自動化程度及 ROI 投資報酬率,深度剖析這兩者的差異。
常見管材切割方式介紹
在探討差異前,我們必須先釐清市場上主流的加工手段:
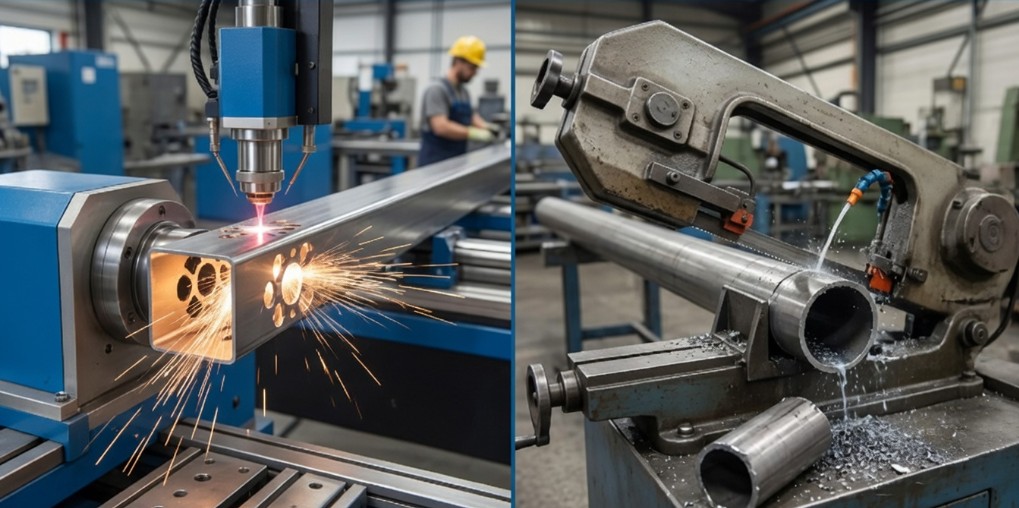
1. 帶鋸機切割 (Band Sawing)
這是最傳統的方式,利用循環帶狀鋸條進行物理性切斷。適合大批量、斷面要求不高、僅需定長切斷的初級加工。
2. 冷鋸切割 (Cold Sawing)
使用圓形鋸片,由於切削熱量大多由切屑帶走,工件保持較低溫度,斷面較帶鋸平整,但仍限於直線切割。
3. 雷射切管 (Laser Tube Cutting)
利用高功率密度雷射束掃描管材表面。雷射切管最迷人之處在於其「非接觸式加工」與「多維度切割」。它不僅能切斷,還能在一台機器上完成開孔、切槽、雕刻圖案、甚至複雜的 R 角交接線。
4. 水刀切割 (Waterjet Cutting)
雖然本指南側重於雷射與鋸切,但水刀在超厚管材或熱敏感材料(如複合材料、部分特殊合金)中仍佔有一席之地。水刀切割無熱影響區,但速度較雷射慢,且後續乾燥成本較高。
雷射切管的優勢:精度、高速、自動化
雷射切管之所以成為採購經理的首選,核心在於它「以一抵五」的能力。
1. 極致的加工精度與一致性
傳統鋸切的公差通常在 ±0.5mm 到 ±1.0mm 之間,且隨著鋸條磨損,誤差會逐漸擴大。雷射切管的定位精度可達 ±0.05mm 至 ±0.1mm。對於後續需要進行機器人自動焊接的產品,這種高精度能確保接縫完美契合,大幅減少焊接耗材與人工補焊的時間。
2. 複雜形狀的一體化加工
如果你需要在管材上開出星型孔、橢圓孔或是精密的卡榫結構,傳統鋸切需要經過「鋸切 -> 畫線 -> 鑽孔 -> 銑床」等多道工序。雷射切管只需在軟體中匯入 3D 圖檔,即可一次完成所有孔位與切口,且邊緣光滑無毛邊。
3. 自動化與材料利用率
現代雷射切管機配備自動上下料系統,可 24 小時不間斷運作。更重要的是,雷射切割軟體具有強大的「共邊切割」與「自動排版 (Nesting)」功能,能將廢料減至最低。
以下是雷射切管與傳統鋸切的關鍵規格對比表:
| 比較項目 | 傳統鋸切 (Sawing) | 雷射切管 (Laser Cutting) |
|---|---|---|
| 加工維度 | 僅限直線/斜線切斷 | 360 度全方位開孔、切槽、切斷 |
| 尺寸精度 | ±0.5mm ~ ±1.5mm | ±0.05mm ~ ±0.1mm |
| 切口品質 | 有毛邊,需二次去毛邊 | 極少毛邊,大多可直接進入下一站 |
| 加工速度 | 中等 (單次切斷快,但總工序慢) | 極快 (整合多道工序) |
| 熱影響區 (HAZ) | 無 | 極小 (Fiber 雷射特性) |
| 適用範圍 | 簡單定長切斷 | 複雜結構件、高精度工業品 |
| 自動化程度 | 低,依賴人工上下料與換刀 | 高,全自動上下料與數位監控 |
鋸切與其他傳統方式的限制
儘管鋸切成本低廉,但在現代工業競爭中,其隱形成本(Hidden Costs)往往高得驚人:
- 二次加工的累加成本: 鋸切後的管材通常留有粗糙的毛邊與鐵屑,需要人工或二次機台進行去毛邊(Deburring)。這不僅增加了工時,也提高了工安風險。
- 模具與夾具的侷限: 若要加工異型管(如橢圓管或 D 型管),傳統鋸切與鑽孔常需製作專用夾具,開發成本高且耗時。雷射切管透過萬用卡盤與軟體模擬,幾乎不需要實體模具。
- 設備損耗的不確定性: 鋸條斷裂、鋸片鈍化會直接影響生產進度。而雷射器(特別是纖維雷射)的壽命極長,維護頻率遠低於機械切削設備。
從 ROI 看雷射切管是否值得外包
對於採購經理而言,最核心的問題是:「雷射切管單價較高,真的划算嗎?」我們必須透過 ROI(投資報酬率) 的角度來分析。
總擁有成本 (Total Cost of Ownership, TCO) 計算邏輯
假設您需要生產 1,000 件具有四個圓孔的方管組件:
- 傳統模式成本:
鋸切費用+去毛邊人工+鑽孔治具費+鑽孔工時+搬運報廢率。 - 雷射外包模式成本:
單一雷射加工單價。
分析關鍵:
- 縮短交期: 雷射加工能將原本 7 天的製程縮短至 1 天。在「速度就是金錢」的今天,這意味著客戶能更快拿到成品,提升現金週轉率。
- 降低庫存: 高速雷射加工支援「少量多樣」生產,您不需要為了攤提模具費而一次生產大量庫存。
- 焊接效率: 根據數據統計,使用雷射切管零件的後段焊接速度,比傳統加工零件快 20% 以上,因為零件密合度高,不需人工校正。
最新技術熱點:AI 與自動排版
目前市場上已出現結合 AI 的雲端報價與排版系統。這類系統能自動預測材料熱變形,並在切割路徑上進行補償。這對採購來說意味著更穩定的品質標準,不再受限於特定師傅的經驗值。
哪些加工情境最適合雷射切管?
並非所有情況都適合雷射。以下是專業建議的適用情境:
- 健身器材與家具產業: 管材接頭多,且對外觀(無毛邊)要求極高。
- 汽機車車架: 需要大量異型孔位與高強度鋼材加工,雷射的熱影響區小,能保持鋼材物理特性。
- 建築帷幕與空間構件: 涉及大量不同長度、不同角度的管件,雷射能快速應對。
- 半導體與醫療設備: 對潔淨度與精度有極端要求,不允許傳統鋸切的切削液污染。
全球與台灣優質管材加工廠商名錄
在尋找合作夥伴時,建議考量廠商的設備品牌(代表穩定度)與技術服務能力。以下是全球(以歐美為主)及台灣的代表性廠商與設備商:
- Trumpf (德國通快): 全球雷射技術領先者,其 TruLaser Tube 系列是業界標竿。
- Bystronic (瑞士百超): 強項在於軟硬體高度整合,提供卓越的自動化管材加工方案。
- BLM Group (義大利): 專注於管材加工,其 3D 雷射切管技術在處理複雜交接線時表現優異。
- Mazak (日本馬扎克): 提供高效率的 3D 雷射切割機,廣泛應用於重型結構件。
- Amada (日本天田): 以穩定的機台精度與優異的售後服務著稱。
- IPG Photonics (美國): 全球最大的纖維雷射器供應商,許多高效能切管機的心臟都來自此。
- Salvagnini (義大利): 專精於柔性生產系統,適合高度客製化的管材生產。
- Han’s Laser (大族雷射): 亞洲區極具影響力的設備廠商,性價比極高。
- Coherent (美國): 在高功率雷射器研發上具有領先地位。
- LVD Group (比利時): 提供整合性強的切割與折彎解決方案。
- 永固金屬 (Everlasting Metal, 台灣): 作為台灣專業的精密金屬加工服務商,永固金屬在雷射切管領域擁有豐富經驗。除了擁有高階雷射切管設備外,更結合了水刀切割與板金加工的一站式服務,能針對台灣在地廠商的急件需求與高精度規格,提供專業的技術諮詢與代工方案。其官網提供詳細的技術規格與 雷射切管服務介紹,是採購人員評估外包時的優質選擇。
FAQ:關於雷射切管的常見問題
Q1:雷射切管可以切什麼樣的材質?
A: 絕大多數的金屬管材都可以,包括不鏽鋼、黑皮管、鍍鋅管、鋁合金、黃銅、紅銅。但需注意,高反射材料(如銅、鋁)需使用纖維雷射(Fiber Laser)而非 CO2 雷射,以避免反射損壞設備。
Q2:雷射切割會導致管材變形嗎?
A: 雷射切割屬於熱加工,確實會產生微小的熱影響區。但由於纖維雷射光斑極細、能量集中、切割速度快,其熱傳導至周圍的時間極短,因此變形量遠小於火焰切割或傳統焊接,對於多數工業應用來說可以忽略不計。
Q3:管材的最長加工長度有限制嗎?
A: 這取決於設備的進料系統。一般的雷射切管機可處理 6 米長的原始管材,部分大型機台甚至可以處理到 9 米或 12 米。採購時需確認廠商的自動上料機長度規格。
Q4:雷射切管後的切口可以直接焊接嗎?
A: 是的。雷射切割使用輔助氣體(如氮氣或氧氣)。若使用氮氣切割,切口不會氧化,可直接進行高效率的精密焊接;若使用氧氣,切口會有微量氧化膜,對於一般結構焊接無礙,但若為高等級真空焊接,則需輕微擦拭。
結語 — 選擇正確的技術,就是提升競爭力的開始
在管材加工的選擇題中,「傳統鋸切」適合低單價、結構簡單的大宗物資;而「雷射切管」則是追求高品質、高效率與複雜結構的唯一答案。隨著 2026 年 AI 與自動化技術的成熟,雷射加工的成本優勢將會愈發明顯。
若您的專案需要高精度、複雜形狀或是縮短開發週期,永固金屬 憑藉深耕台灣多年的金屬切割經驗,能為您提供從圖稿優化到成品產出的專業技術協助,確保您的產品在市場中具備卓越的競爭優勢。



Comments are closed